











Carbon Capture and Storage requires captured CO2 to be pumped as a liquid down old oil and gas wells. Pumping the liquid CO2 into an empty reservoir below hydrostatic pressures a well would allow the liquid to “evaporate” at the top of the well, resulting in a large temperature drop. This Joule Thompson cooling effect varies with the effective remaining reservoir pressure. Over time this evaporation will reduce as reservoir pressure increases. TCT is designed with two unique components suited for this purpose, Titanium-Ti and Carbon Fiber-CF. Titanium has a track record as a storage vessel for liquid Helium and CF was used on NASA’s Space Shuttle liquid Oxygen and Hydrogen tanks. These proven track records in extreme cold environments, exhibit fit for purpose application of TCT components. Kobe steel puts the minimum temperature limit of Titanium at minus -269 degrees Celsius (4 degrees Kelvin). Carbon fiber in the grade used in TCT can safely be applied to minus -40 degrees Celsius without losing its strength.
In comparison, (metallic-CRA-alloys) like Duplex or Super Duplex are limited at around minus -50 C and minus -100 degrees C respectively.
Additionally, prices of these (metallic-CRA-alloys) are much higher than TCT, making it a very interesting economical alternative in these applications.
The thermal resistance of carbon fiber (through-thickness) =0.8W/m-K.
The TCT total thermal resistance per length (1 meter) R=0.0339K/W
Carbon fiber has a negative Coefficient of Thermal Expansion (CTE) and since it is so much stiffer than the surrounding epoxy, the combined effect is dominated by the CF. Therefore, the Temperature Coefficient is between 1/3 and 1/2 of that of metal tubing.
This number will be derived from that of Titanium and carbon fiber and gives a thermal pipe resistance of R=0.0339K/W per unit length of 1 meter.
Titanium on its own is used for Helium storage vessels because of its extreme low-temperature capabilities. Carbon fiber on its own was used on the Space Shuttle liquid Oxygen and Hydrogen tanks. Both applications are low-temperature environments. The difference in the operating envelope in CCS wells and the aforementioned applications are the forces and stresses experienced in wells. However, Titanium shows an increase in tensile strength when cooled down (Source Kobe Steel).
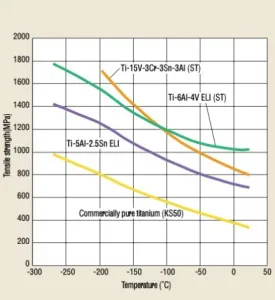
Low Temperature Characteristics
Neither commercially pure titanium nor titanium alloys become brittle even at extremely low temperatures. In particular, commercially pure titanium and Ti-5AI-2.5Sn ELI can be used even at 4.2 K (-269°C)
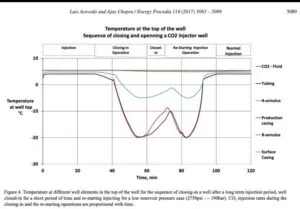
Carbon fiber has a negative Coefficient of Temperature Expansion (CTE), reducing thermal effects and forces resulting from temperature fluctuations. Our resin used in TCT can safely be exposed to minus -40 degrees Celsius. As can be seen from this temperature profile simulation illustrated, it would make TCT perfectly suitable for the large majority of CCS wells. It will only go below minus -20C in exceptional cases. At a price around 13Cr tubing, the Operator will get superior service to duplex or Inconel properties, low-temperature coefficient, and low tubing weight.





















